
专注五金配件18年
五金定制采购一体供应商你我无间
易成金丰服务热线:
15899796833
专注五金配件18年
五金定制采购一体供应商你我无间
易成金丰服务热线:
15899796833

联系人: 黄永杰
手机/微信:15899796833
邮箱:846558258@qq.com
网 址:www.szycjf.cn
地 址:深圳市龙岗区坪地街道
六联社区石碧西路30号C栋
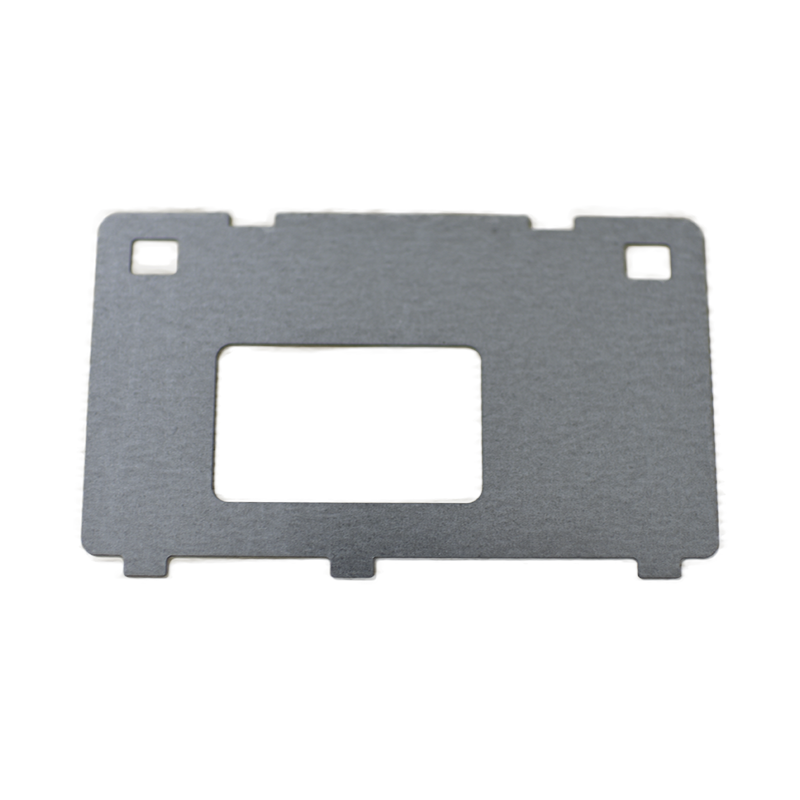
冲压件是由金属板料在冲压外力的作用下产生分离和变形获得的,由分离工序得到的工件称为冲裁件;变形工序又分为弯曲和拉伸,分别得到弯曲件和拉伸件
五金冲压件加工工艺又称为冷冲压,冲压件是由金属板料在冲压外力的作用下产生分离和变形获得的,由分离工序得到的工件称为冲裁件;变形工序又分为弯曲和拉伸,分别得到弯曲件和拉伸件;
这种冲压加工艺操作方便、精度高,易于实现机械化与自动化等优势。
下面简略介绍精细五金冲压件加工的原则
一:精密原则:
拉伸件的工序数量与材料性质、拉伸高度、拉深阶梯数以及拉伸直径、材料厚度等条件有关,需经拉伸工艺核算才能确认
二:精细原则:
弯曲件的工序数量首要取决于其结构的复杂程度,需根据弯曲角度的数目、相对方位弯曲方向而定;
三: 精美原则:
当冲压加工件的断面质理和标准精度要求较高时,可以考虑在冲裁工序后再增加修整工序或直接选择用精细冲裁工序;
四:准确原则:
冲裁形状简略的工件,选用单工序模具结束即可,而冲裁形状 凌乱的工件时,由于模具的结构或强度受到限制,其表里归纳应分为几部分冲裁,需选用多道五金冲压加工工序,必要时可选择用连续模;对于平面度要求较高的工件,可在冲裁工序后再增加一道较平工序,将每种产品的特征准确到生产的工艺中;
五:精品原则:
为了保证精细五金冲压件的质量,利于五金冲压件加工工艺的稳定性,有时就需要增加工序数目,如弯曲件的附加定位工艺、成形工艺中的增加变形减轻孔冲裁以转移变形区等,保证每个产品做到精细精巧程度。