专注五金配件18年
五金定制采购一体供应商你我无间
易成金丰服务热线:
15899796833
专注五金配件18年
五金定制采购一体供应商你我无间
易成金丰服务热线:
15899796833
联系人: 黄永杰
手机/微信:15899796833
邮箱:846558258@qq.com
网 址:www.szycjf.cn
地 址:深圳市龙岗区坪地街道
六联社区石碧西路30号C栋
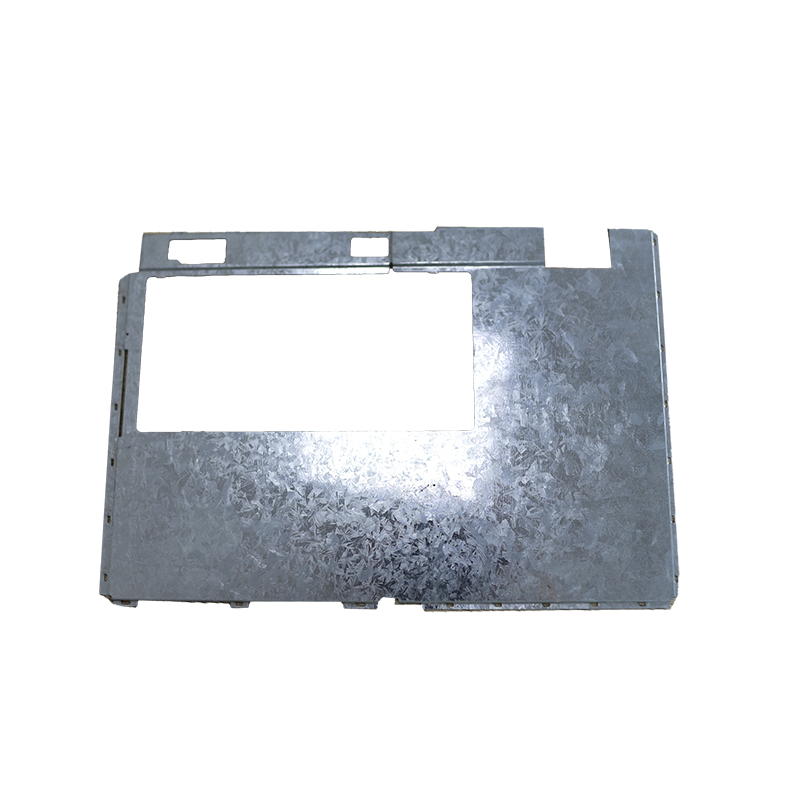
在冲压五金中,冲压五金件的表面往往是冲压五金件表面不平。发生翘曲变形的现象。那为什么会出现翘曲变形呢?
冲压五金件的弯曲主要是由间隙力和反作用力造成的,在加工和五金冲压过程中没有产生在线扭矩。 (凸模边缘处凸模与凹模间隙过大)顶出器与工件之间有回程锥度或接触区)过小会变形)
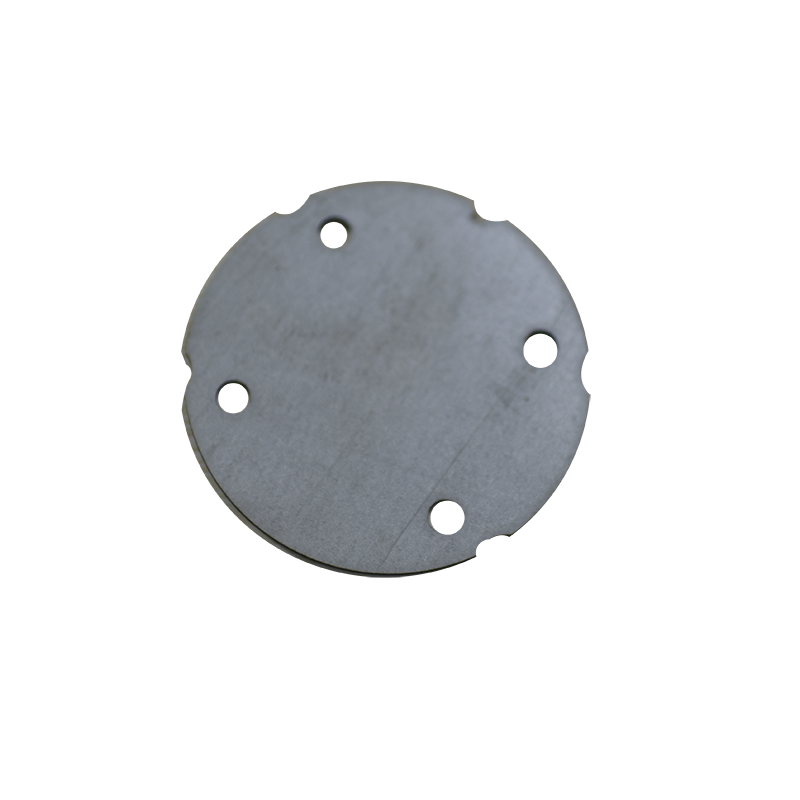
那么如何解决翘曲问题呢?现在我们易成金丰的老师傅告诉你解决办法!
首先,您需要在冲裁间隙要选择合理。在冲压五金模具结构中,垫板(或支撑板)必须与压板平面接触并且必须施加恒定压力。如果你发现模具的边缘在相反的方向。如果有锥度,您将需要移除模具。切削刃已正确修整。
如果加工零件形状复杂,内孔较大剪切力会不均匀,压力会很大。在裁切纸张之前,用精 确的压力机按压条带或空白纸。工作表应该是水平的。空前如果仍然不能消除翘曲变形。空工件可以通过可调模具。
重新整平:定期清理模腔。润滑薄板表面并在模具结构中设置排气孔。